
 轴承知识
轴承知识来源:南京安维士
(版权归原作者或机构所有)
一、风电齿轮箱简介
风机整个传动链主要由三个部分组成,即叶片轮毂、主齿轮箱、发电机,齿轮箱处于中间位置,通过与主轴及高速轴联轴器实现与机舱轮毂、发电机连接,齿轮箱的主要实现的是增速功能,使叶片的转速通过齿轮箱增速后能够达到发电机的发电转速。
二、风电齿轮箱清洁度的定义及标准
简单来讲,风电齿轮箱在叶片轮毂和发电机之间,所承担的就是匹配转速和传递扭矩的作用,因此,齿轮箱的正常工作影响到整个系统的正常运行,它各方面的特性也随之重要。目前,国内生产风电主齿轮箱与国外产品相比,尚存在着差距,对产品生产装配过程中的清洁度不够重视,而造成产品质量差、寿命短等问题。部分国内齿轮箱制造商在引进国外先进技术的同时,并未对产品加工装配过程的清洁度引起足够重视,结果造成虽然拥有同样的技术,但生产出来的产品性能却与国外相差很多。
齿轮箱的清洁度作为评价齿轮箱装配质量的一个重要的指标,是贯穿整个装配过程始终的信条。齿轮箱上的清洁度主要体现在各零部件在加工装配过程中产生的铁屑及其他杂质,润滑油的洁净度等问题。清洁度问题虽简单,但引起的问题或故障却是多方面的。根据目前使用的ISO 4406标准,我公司出口齿轮箱清洁度要达到14/11,国内产品齿轮箱清洁度要达到15/12。这是一个很高的要求,它评价的是整个齿轮箱系统,而不是某一个或几个零部件的清洁。所以清洁度不能全靠齿轮箱装配好后通油冲洗来保证,而是需要装配整个过程中各工步共同努力来实现。
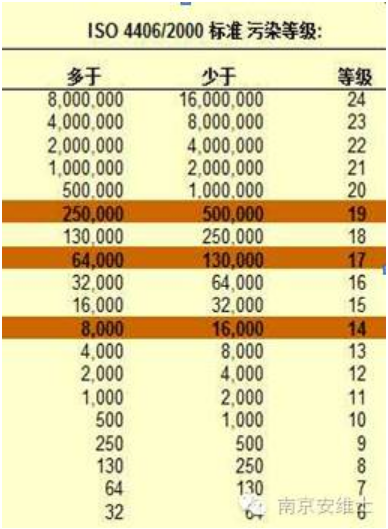
清洁度的相关标准如下:
1.ISO4406: 2000 (GB/T 14039-2002)
如ISO 4406:2000-15/12
第一个代码表示每100毫升油液中≥6μm颗粒的数量
第二个代码表示每100毫升油液中≥14μm颗粒的数量
2.NAS1638 美国航空航天协会提出并制定的一个标准
三、风电齿轮箱清洁度的影响因素和控制
1.装配过程清洗、运输、摆放。 齿轮箱所有投装零件,在装配前必须经过清洗,清除所有铁屑、杂物、灰尘。清洗时装配的重要准备工序,是控制齿轮箱清洁度的源头,所有可以在清洗完成的清理动作,都必须在这一步完成。零件投装至装配区域后,不允许再出现打磨修整,若有必须,则再次投装前,需要再次进行清洗。已清洗零件和待清洗零件分开摆放,防止产生二次污染,运输过程、清洗后摆放都必须及时进行防尘保护,用塑料薄膜覆盖。装配现场,包括装配使用的工装、工具,都必须严格控制清洁度,装配工在装配过程中严格按照工艺要求执行。
2.新油中的污染。 这是齿轮箱装配后,引起清洁度差的直接原因。所有的新润滑油均含有一定的杂质,在使用前,必须要经过专门的油站,专门的滤油装置进行过滤,达到规定的工艺要求。否则,当齿轮箱开始运转,润滑油便进入润滑管路分配到各个润滑点(一般是齿轮啮合区和轴承区),其中的杂质也随着到达啮合区和轴承内,从而影响到它们的使用寿命。
3.磨损和氧化中再次产生或者外界空气带入。 齿轮箱在运行一段时间后,不可避免的会产生一些磨损,或者部分零件表面因润滑油膜失效,空气进入产生氧化,由此产生的杂质随着润滑油流向齿轮箱内部各处,从而影响齿轮箱的性能和寿命。因此,齿轮箱中增加了高精度过滤系统和磁性装置。
4.齿轮箱后期维护时落入齿轮箱内的杂质 。 齿轮箱在运行过程中,出现故障需要进行维护时候,如果有杂质进入齿轮箱,从而随着润滑油流向齿轮箱各处,同样会造成齿轮箱运行性能和寿命下降。因此,我们运维人员在对齿轮箱现场维护时,需要注意对齿轮箱进行保护,防止有杂质进入齿轮箱。
齿轮箱清洁度的控制,目前主要还是在于装配前零件清洗、防尘保护等;装配现场使用的工装、工具、量具等,操作工均需要按照工艺要求控制清洁度;装配完成后对齿轮箱进行整体冲洗,建立专用的冲洗油站,通过冲洗油站提供大流量高清洁度的润滑油对齿轮箱进行冲洗;冲洗、试验后,需要对齿轮箱进行油漆,按照工艺要求进行防锈防腐操作。运行过程中,齿轮箱主要依靠自身润滑过滤系统,配置高精度的滤芯进行过滤保护。
四、风电齿轮箱清洁度控制的重要意义
清洁度作为影响齿轮箱寿命的重要因素,是贯穿整个齿轮箱生命周期的重要指标。零件的清洁度对提高装配质量、延长产品使用寿命具有极其重要的意义,特别是对于轴承、精密配合件、液压元件、密封件更为重要。清洁度不达标,会使轴承磨损、发热和过失去精度,也会因为污物、固体小颗粒划伤配合表面,导致零件工作面出现研伤、点蚀等事故,甚至可能堵塞油路,使相互运动的零件之间得不到良好的润滑,加快零件磨损。清洁度的控制又主要体现在装配过程,任何零件在流动过程中的清洁度都必然会给后道工序带来影响,提高清洁度是我们势在必行的重要工作。
清洁度控制应该深入到每一个人员的思想中,每个人都能从全局出发,相互配合、共同进步,改善工件和现场的清洁,以确保我们的齿轮箱质量再上一个台阶,为自己负责、为客户负责,提高产品影响力和公司总体形象。




