
 ���֪ʶ
���֪ʶ���ߣ�����
����̨������
ժ��Ҫ�����̼���Ӧ�ù㷺�Ļ�е�������������ҹ�2001�����WTO���������ó�״�������С��ҹ����̼���Ʒ�������ڵ��������,��������Ľ��̼���ƷҲ����ӿ���й��г����ر���������ҵ�����������豸�������ʻ��̶�Խ��Խ�ߣ����̼���������������ҵӦ��Խ��Խ�࣬ʹ�ý��̼���ά����������������ά����λ���컯�ͱ���ʹ��ά��Խ��Խ��Ҫ������ͱ��������̼����豸ά�������е�һЩ����������̽�֡�
�����豸��Ϊ���ͻ����豸���豸ռ������㡢����࣬���̼�����ࡢ�ͺŸ��ӡ����������Ӵ�ѧ�淶��ά�����̼���Ϊ����ά�������в��ɻ�ȱ��һ����Ҫ������
�ؼ��ʣ��豸ά�������̼�������
һ�����̼���������
1.����
���̼��������������õ�һ���е���,Ӧ�ü�Ϊ�㷺�������ص��ǣ�Ʒ�ֹ�࣬������;���죬���ұ�����ϵ�л���ͨ�û��ij̶ȼ��ߡ���ˣ�Ҳ���˰����й��ң���ҵ������һ����̼���Ϊ�����̼������Ϊ������
����ÿ��������̼���Ʒ�Ĺ�ߴ硢������������ܡ������������Ƿ������Լ����ռ�顢��־�Ͱ�װ����Ŀ�ľ���Ҫ�������Ӧ�Ĺ��ң���ҵ�������ʱ���ͨ����������12�������
��1����˨����ͷ�����ݸˣ����������Ƶ�Բ���壩��������ɵ�һ����̼���������ĸ��ϣ����ڽ���������������ͨ�����������������ʽ����˨���ӡ������ĸ����˨�����£��п���ʹ����������ֿ�������˨���������ڿɲ�ж���ӡ�
��2��������û��ͷ���ģ��������˾�������Ƶ�һ����̼�������ʱ������һ�˱���������������ƿ�����У���һ�˴�������ͨ������У�Ȼ��������ĸ��ʹ����������������ӳ�һ���塣����������ʽ��Ϊ�������ӣ�Ҳ�����ڿɲ�ж���ӡ���Ҫ���ڱ����������Ƚϴ�Ҫ��ṹ���գ������жƵ�������˲�����˨���ӵij��ϡ�
��3���ݶ���Ҳ����ͷ�����ݸ������ֹ��ɵ�һ����̼�������;���Է�Ϊ���ࣺ�����ݶ��������ݶ���������;�ݶ��������ݶ���Ҫ����һ���������ƿ��������һ������ͨ�����֮��Ľ������ӣ�����Ҫ��ĸ��ϣ������ݶ���Ҫ���ڹ̶��������֮������λ�á�������;�ݶ������е����ݶ��ȹ���װ����á�
��4����ĸ�����������ƿף���״һ�����Ϊ���������Σ�Ҳ�гʱⷽ���λ��Բ���Σ������˨������������ݶ������ڽ����������������ʹ֮��Ϊһ���塣
��5���Թ��ݶ���������ݶ����ƣ����ݸ��ϵ�����Ϊר�õ��Թ��ݶ������ơ����ڽ��������������Ľ���������ʹ֮��Ϊһ���� ����������Ҫ�����Ƴ�С�ף����������ݶ����нϸߵ�Ӳ�ȣ�����ֱ�����빹���Ŀ��У�ʹ�������γ���Ӧ�������ơ�����������ʽҲ�����ڿɲ�ж���ӡ�
��6��ľ�ݶ���Ҳ��������ݶ����ƣ����ݸ��ϵ�����Ϊר�õ�ľ�ݶ������ƣ�����ֱ������ľ�ʹ�������������У����ڰ�һ����ͨ�Ľ�������ǽ����������һ��ľ�ʹ�������������һ����������Ҳ�����ڿ��Բ�ж���ӡ�
��7����Ȧ����״�ʱ�Բ���ε�һ����̼���������˨���ݶ�����ĸ��֧�����������������֮�䣬����������������Ӵ�������������͵�λ���ѹ���ͱ���������������治�������ã���һ�൯�Ե�Ȧ��������ֹ��ĸ���ɵ����á�
��8����Ȧ����װ�ڻ������豸����ۻ�ײ��У�������ֹ���ϻ���ϵ���������ƶ������á�
��9��������Ҫ�������λ�ã��е�Ҳ�ɹ�������ӡ��̶���������ݶ����������������̼�֮�á���ͼһ��ʾ��

ͼһ����
��10��í������ͷ���Ͷ��������ֹ��ɵ�һ����̼������ڽ�������������ͨ�������������ʹ֮��Ϊһ���塣����������ʽ��Ϊí�����ӣ����í�ӡ������ɲ�ж���ӡ���ΪҪʹ������һ�����������ֿ��������ƻ�����ϵ�í����
��11����ϼ������Ӹ�����ϼ���ָ��Ϲ�Ӧ��һ����̼����罫ij�ֻ����ݶ�������˨���Թ��ݶ�����ƽ��Ȧ���ɵ�Ȧ��������Ȧ����Ϲ�Ӧ�����Ӹ�ָ��ij��ר����˨����ĸ�͵�Ȧ��Ϲ�Ӧ��һ����̼�����ֽṹ�ø�ǿ�ȴ�����ͷ��˨���Ӹ���ͼ������

ͼ�������Ӹ�
��12���������ɶ��˺Ͷ�ͷ������ͷ�����ɵ�������̼����ú��ӷ��������̶�������һ����������棬�Ա�������������������ӣ�ͼ������

ͼ��������
2.��˨����ĸ�ļ�����������
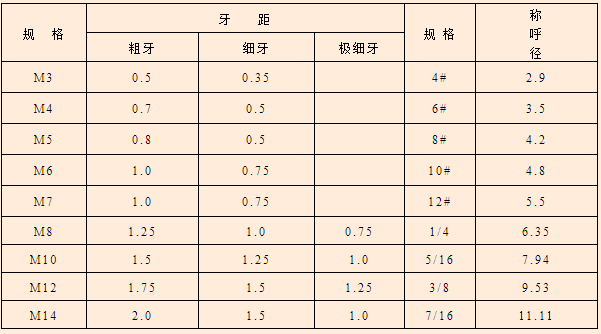
���������ϳ��ȼ�����λ��Ҫ�����֣�һ��Ϊ���ƣ�������λΪ�ף�m�������ף�cm�������ף�mm���ȣ���ŷ�ݡ��ҹ����ձ��ȶ����ǵ���ʹ�ý϶࣬��һ��ΪӢ�ƣ�������λ��ҪΪӢ�磨inch�����൱���ҹ����Ƶ��д磬��������Ӣ����ŷ������ʹ�ý϶ࡣ
��1��������ͨ���ƹ���Ƿ�����
������ͨ���ƹ������ĸ“M”��“���ƹ���ֱ��”��ʾ��ϸ����ͨ���ƹ������ĸ“M”��“���ƹ���ֱ��X�ݾ�”��ʾ������������ʱ���ڱ�Ǻ��ע“��”�֣�����гߴ絥λ“mm”����ע��������
M12——��ʾ����ֱ��Ϊ12mm�Ĵ�����ͨ���ƣ�
M12X1——��ʾ����ֱ��Ϊ12mm���ݾ�Ϊ1��ϸ����ͨ���ƣ�
M12��——��ʾ����ֱ��Ϊ12mm�����������Ĵ�����ͨ���ƣ�
��2��Ӣ�Ƽ�����
1Ӣ��=25.4 mm 3/8¢¢×25.4 =9.52
Ӣ����˨��ʾ����1/4��-20X1/2��
��3���ݾࣺ
Ϊ���������о����϶�Ӧ�������������������ɽ�����������ȼ�ľ��롣��Ӣ������ÿһӢ�磨25.4 mm���ڵ��������������ࡣ���һ������ʾ��
��һ������
��4��Ԥ����
Ԥ�����ǻ�е������רҵ�ܳ�����һ������Ƚ�ͨ�õĸ���������Ϊ���������У����ӵķ�ʽ����;�Ƕ����ģ������ܵ������غ�֮ǰ��Ϊ����ǿ���ӵĿɿ��Ժͽ����ԣ��Է�ֹ�ܵ��غɺ����Ӽ�����ַ�϶������Ի��ƶ�Ԥ�ȼӵ�����
�������ӵ�Ԥ�����ؼ���
Mt=K×P0×d×10-3kgf.m
K:š����ϵ�� d�����ƹ���ֱ��
P0��Ԥ���� P0=σ0×As
As=π×ds/4 ds:���Ʋ���Σ������ļ���ֱ��
ds=��d2+d3��/2 d3= d1��H/6 H���������Ĺ��ƹ����߶�
σ0 =��0.5��0.7��σs σs�D�D�D�D��˨���ϵ���������kgf/mm ����ǿ�ȵȼ���أ����ʾ�������
Kֵ�����(Kֵ���㹫ʽ��)�����Kֵ����ʾ
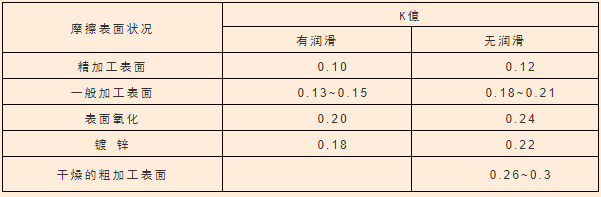
������Kֵ��
�����������ý��̼�ά��ע������
ͳ�����������豸���н��̼���˵���ԾŻ�ɽ��̨����Ϊ��������δ���ֵij��ڢ���ľ�ݶ����⺭����ǰ����ܵĽ��̼��е�12���е�11�ࡣ���������豸�����ṩ�ļ������Ϻ��ճ��豸ά����Ӧע�����������ԾŻ�ɽ��̨����Ϊ�������ܼ��ֳ������̼�ά���г��ֵ����⡣
1.���ؼ�鳣������
��1�����ش�С����
��ͬ���͡��ͺš�ʹ��λ���Լ����Ҫ�����˨���ش�С��һ����ά�������в��ܰ��վ���ʹ��һ�����ز������̼�����أ��������ϸ���������ز�һ�����ֽṹ����ͨ�ṹ��˨���ز�һ���������Ǻ���������˨���ز�һ���ȵȡ�
��ѭԭ����ͼֽ�л����豸ά���ֲ��б���Ҫʹ���ض��Ľ�������ʱ��ʹ�����ذ��ְ�Ҫ�����ؽ��̣���ͼֽ���ֲ��б���������ֵ�ǵ�һԭ�������ͼֽ��û�б�������Ҫ�������ؼ�����ʹ�����ذ��ְ�Ҫ�����ؽ��̣�
������ʹ�����ذ��ֽ�����˨ʱ��ʹ������˨�����İ��ֽ��̲���ֻ��ʹ���˹����������粻��ʹ�ö���ĸܸˣ������ⷽ�����̵���˨��Ҫ����̣�����Ż�ɽ��̨��������������������˨��������ʹ����ת�Ƕȷ�����
��2���û�����
���̼���������һ�ǽ��̼������������������õ�ʱ��Ҫ��ʱ�������������綨λ������������������ĸ��������ĸ������ĸ��һ����ʹ�ü���жһ�θ���һ�Σ����dz����ṩ���豸ά��Ҫ������ı������������Ż�ɽ��̨��������������������˨��жһ�α������һ�Σ���
��3��������
���̼������һ�����Ҫ���豸��鷽������Ҫ�����豸�����������������¼���������©�졢�ظ������������˼�ʹ���豸���Ӧ������¼��ϸ��������ȣ��������ֽ��̼��øý���δ�������ɵķ�����顣
��4������˳�����
������������˨���̺����ؼ��˳������Ҫ��ģ�����Ľ���˳��ᵼ�¾ֲ������ֲ��������ȶ��Բ�����⡣������������Ҫ��ѭ����ԭ�Խ�ԭ��ֱԭ��˳ʱ��ԭ������Ż�ɽ��̨�����豸ά���ֲ�Ҫ��ij֧�ܵؽ���˨����˳��1→2→3→4→5→6→7→8��ͼ�ĵؽ���˨����˳����ʾ��
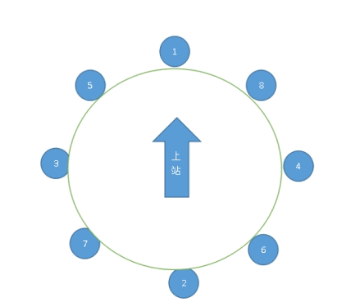
ͼ�ģ��ؽ���˨����˳��
2.���̼���װ��������
��1��ƽ�漰���ɵ�Ȧ��װλ������
ʹ����ĸ���ʱ����˨ͷ�����豸����Ҫ��װƽ�棬��ĸ�빤����ֱ�װ���ɵ�Ȧ��ƽ�棻��ʹ����ĸ���ʱ��˨ͷ���빤����ֱ�װ���ɵ�Ȧ��ƽ�档��ͼ����˨��Ƭʹ�ù淶��ʾ��

ͼ�壺��˨��Ƭʹ�ù淶
��2�����������ڴ�С����
��������װ�����У��еĹ�����λ�����ƣ�����ʱҰ��������������ͷ����������β����������߹��ȴ���β��������ȷ�Ĵ����Ǵӿ��������������ߵȷִ�30°�����ɲ�ȡȫ����һ�ߴ���ȴ�������ɿ��������ˡ���ͼ��������ʹ�ù淶��ʾ��
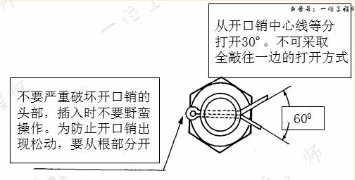
ͼ����������ʹ�ù淶
��3������Ĩ��ͼʡ��
һ�Dz�����ҵ��Ա����˨��װ����������������ʴ����港ʴ������ڰ�װ�����������Ʊ���ͿĨ��֬�Է��㰲װ��������ҵ��������࣬���½��̼���������Ⱦ�����Ʊ��������ۻ�ͿĨ��֬����˨��װʱ�������ǰ�װ��λ�����ؼ��û�����⣬�������豸������������֮��Ħ������С���ɶ�����ȷ�IJ����dz��⡢��ࡢ������ٰ�װš����˨��������˿������������������Ʊ�����м����ʹ�á�
��4����˨����
�豸ά���У����������㣬�ڲ�ж�豸��������ʧ��˨����ĸ�ȣ����ڰ�װ��ʹ�ò�ͬ���̡���ͬ�ͺš����ó��ҡ���ͬ���洦���Ȳ�ͬ��˨����ĸ���棬����豸ʹ�ù����м����豸���ˡ�
��ȷ�������ǣ��豸ά��ǰ����������ϱ�����ͬ�ͺš����ҵĽ��̼�������������Ʒ���õ�����û���㹻������������������������Ӧ�ڲ�ж�豸������ʹ��ר�õ�����з����ű��á�
3.����ʹ�ó�������
��1������ִ���ר���ͺŰ���ʹ��
�豸ά�������н�ֹʹ�û���֣�һ�������ֿ����ڼ���������¿��ڻ��ɶ�������״��Ȳ���ȫ�ֻ��ڴ���������˨����ĸͷ������������Ҫ���С��˨����ʱ��Ļ�������ػᳬ����˨�������ء�
���ֵ�ѡ���ڹ���λ����������¾�����ʹ��÷�����ֻ���Ͳ���֣����ѡ�ڰ��֡�
��2�����ذ���ʹ�ò��淶
һ�����ذ���ʹ�ú����ص��ڲ����㣬�´�ʹ��ֱ�ӵ�������Ӧ���ش�С���������ʹ�ûᵼ�����ذ���ʧ��
������ҵ����������ʹ�ú��������Ⱦ����Ҳ�ᵼ�����ذ���ʧ��
�������ذ��ֲ�У�顢��У�����ҷ�����JJG707�涨�ļ춨����Ϊһ�꣬�������ʹ��Ƶ�ʸߣ����������̼춨���ڡ�ŷ����Щ���ҵı��м춨������һ���ʹ��5000�Σ����ȵ�Ϊ��
����������
���̼���С�������þ��̼�����ȷʹ�ú�ά�������Լ����豸�IJ���ĥ�𡢼����룬����豸���ȶ��ԡ��ɿ��ԡ��ӳ��豸ʹ������������豸�������ʡ���ѧ�����Ľ��̼�ά���������ԵĴ��ۻ�ȡ�ľ���Ч�档��������������豸��ȫ���ܸ�������豸���ȶ��ԣ����豸��ȫ��Ч���е���Ҫ���ϡ��豸ά���ؼ����ھ�ϸ������������Ϊ�豸ά����ҵ��Ա��Ӧ��һ��һ�����𣬴�ά��һ����˿����ʼ���������ܱ����豸��ȫ���С�
��Դ�� �Ż�����������������
����Ȩ��ԭ����������У�




