
 ���֪ʶ
���֪ʶ���ࡡ������
���������ij�ͷ�Ӧ���ô�������װʽ˫�����е�ܷ�Ľṹ������ԭ�������ʵ�ʹ�������������ʧЧԭ��(��O��Ȧ����ѡ�ò�����������ͬ���ƫ���ܷ������)������˸Ľ���ʩ��ʹ���е�ע�����
1����е�ܷ�Ľṹ�빤��ԭ��
��������װʽ˫�����е�ܷ���һ�����������������ѹ������װ����Ļ�е�ܷ���ʽ���û�е�ܷ�������ǿ��ʴ�����£���������������ά���ʣ�������ʣ���ȼ�ױ����ӷ�����ճ�Ƚ��ʣ����ϸ���նȹ������ܷ⡣�û�е�ܷ�ṹ��ͼ1��
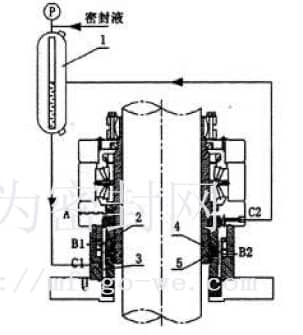
ͼ1 ��������װʽ˫�����е�ܷ�ṹ
����������תʱ���������е�ܷ������Լ��̶��ڻ�е�ܷ������ϵĶ������ͬ��ת����������������ϡ��¾�����֮������ϴﵽ�ܷ�Ч�����ܷ���һ�����ܷ�ǻ�ң���һ���Ƿ�Ӧ���ڻ���������������״̬�£�ͨ���ⲿ�ṩ�ܷ�Һ��ƽ��ޣ������ܷ�ҺҺλ��ƽ���Һλ�Ƶ����ߣ���ȷ��ƽ������ܷ�Һѹ��(���ܷ�Һǻ��ѹ��)���ڸ���ѹ��0.05~0.10MPa�����ܷ�Һѹ�����ߣ�������Ħ��������ĥ��;���ܷ�Һѹ�����ͣ���Ӧ����������й©��
2�����Ϸ���
2.1 ����״��
ij��Ӧ�������ô�������װʽ˫�����е�ܷ⣬�û�е�ܷ��ᾶΪ210mm������ת��Ϊ100r/min������ѹ��Ϊ-0.5~1.0MPa�������¶�Ϊ0~80�棬��Ҫ���ܷ����õ��ǻ�е�ܷ��������ͼ2��
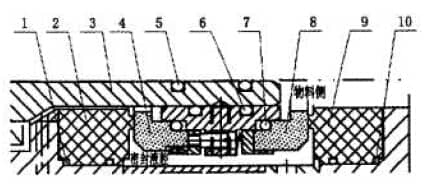
ͼ2 ��е�ܷ����
�����ܷ������ΪSiC�������ܷ������Ϊ����KC-673ʯī�������ϽӴ����¶���O��Ȧ���Ͼ���O��Ȧ������O��Ȧ����Ϊ���ķ���ϩ������������O��Ȧ���ʾ�Ϊ�������û�е�ܷ���ܷ�Һ������ˮ�����ڽ�����Ҫ�Ǿ���ϩ���л����ϡ����Ÿ��ڷ�Ӧ�Ľ��У�����ѹ���������ߣ���-0.5MPaZ�ߴﵽ1.0MPa��������״̬�£���е�ܷ�ƽ���ѹ��ʧ�ظ��ڸ���ѹ��0.05~0.10MPa;��ʵ�������У����ڸû�е�ܷ�Z��ʹ��ѹ��Ϊ2.6MPa��Ϊ�˲�����㣬�涨���ܷ�Һѹ����Ͷ������Ӧ�������ֺ㶨1.1MPa��
��2006��Ͷ��ʹ�úû�е�ܷ��й©����ͽ�Ϊ���أ����Դӻ�е�ܷ�й©Һ�ڴ�������й©�ϴ�ʱÿ��2min����1��(Լ6ml)ˮ©����ƽ���ˮλ�½���Ϊ10~20mm/h������˻�е�ܷ�����й©��[≤5ml/h(����)]��Ҫ��������©ͬʱ���ڣ��벻�ϵز����ܷ�Һ(������������벹���ܷ�Һ)���ڷ�Ӧǰ�ڣ�����ѹ���ϵ�ʱй©���ϴ�;���ڷ�Ӧ����ѹ���ϸ�ʱ��й©����С��
��е�ܷ�й©���ϵķ����������Ӵ��˲���ǿ�ȣ�ͬʱ���ڸ����������ж��к�����ȼ�ױ�����Һ�����������ϩ�ȣ�ҲӰ����װ�õİ�ȫ�ȶ����С�
2.2 ���Ϸ���
�ӻ�е�ܷ����ѡ���ֳ����ղ���״���ȶ�濼�ǣ��жϻ�е�ܷⷢ��й©��ԭ����Ҫ�����¼������档
2.2.1 ��е�ܷ�O��Ȧ����ѡ�ò�����
�û�е�ܷ��Ͼ������¶����������ϵ�O��Ȧ���ʲ����˾��ķ���ϩ�����������ķ���ϩ��ʴ���ܽϺã����������ķ���ϩ����ѹ�ص����������ϲ�������ñ��Σ�ʹO��Ȧ�ڶ��������������ܷ��װ���ϲ�����϶���Ӷ�ʹ�ܷ�ʧЧ�������ʵ��ʹ���У��ڸ���ѹ��ƫ�͵�����£���е�ܷ�й©���ϴ�������ѹ����������ʱ����е�ܷ�й©����С����ܿ��������ԭ��
�û�е�ܷ�O��Ȧ�ֲ����˶�����(�綯�����O��Ȧ)��������ȱ���Dz��ͳ����������塢±������ͪ��֬���ܼ�����Ӧ���ڵ�±������������ϩ��ʹ�����������ͣ�����O��ȦʧЧ��
2.2.2 ����ͬ���ƫ��
���ݸ��ͺŻ�е�ܷ�ļ���Ҫ��е�ܷⰲװ����ľ���������Ӧ≤0.1mm�����ܷ������²���������ʵ�ʲ���ֵΪ0.15mm��������ͬ���ƫ��ϴ�
��ɽ�����ͬ���ƫ����ԭ��ܶ࣬��������װ�õİ�װ���е����������������ӹ����Ȳ��߶���ɵ��ۻ�����Ӧ������ˮƽ�������������������Ӧ�����εȡ�
ͬ���ƫ��Խ��������ÿ������λ�ƺ;���ڶ���ת���У��ܷ�������ķ����й©����Խ���ܷ����ĥ��ҲԽ����
2.2.3 �ܷ������
������й©��е�ܷ�Ķ������������й©������Ȼ���ڡ��ٴβ�ж���֣��ܷ������й���û��ĥ�ۣ����жϸ��ܷ��淢���˱��Ρ�
�û�е�ܷ��ת�ٵͣ���һֱ����ѭ��ˮ��ȴ�������ų����ܷ���Ħ�����ȡ��¶����¶����µı��Ρ���������Ϊ�����������ڳ�ʱ�䴢���£��ܷ���ᷢ����Ӧ�����Σ��ڼ���װ��ʹ��֮���������ܷ������������ϣ��ܷ���֮�䲻���γ�ҺĤ�����������ܷ������ֹ����й©�����á�
2.2.4 ���ޡ�װ�䡢������̲������Ͻ�
�Լ�������Ȼй©�Ļ�е�ܷ���н�����֣����¾���ʯī�ܷ�����Ե�д���?ȱ�ڡ�������ֹ���Z���ܵ�ԭ���ǣ���װ���е�ܷ�ʱ���û���������������������ײ���ء�
2.2.5 �������淶
��е�ܷ���Ϊ�����������������Ҫ���Ͻ������Ҳ�����dz��淶��Ҳ����������淶����й©�������Ҫ���������·��档
(1) ��е�ܷ�Ͷ��ǰû�в����ܷ�Һ���ܷ�Һѹ�����ڸ���ѹ����ƽ���Һλ��Һλ���������¡�
(2) û�жԻ�е�ܷ������ȴ���ܷ�����ȡ�
(3) Ͷ��ǰ��û���ŵ��ܷ�ǻ�ڵĿ������ܷ�Һ���ܳ������ȴ�ܷ��档
3���Ľ���ʩ
(1) ����е�ܷ�����O��Ȧ������Ϊ�����ʡ������и߶ȵĻ�ѧ�ȶ��ԣ���Ŀǰ���е��������ͽ�����Z�õ�һ�֣�����ʯ�ͻ����ࡢ˫֬���͡������͡����ᣬ�ʹ��л������ܼ��ȡ�����������нϺõ����ϻ����ܡ���������ѧ���ܣ��ɿ�2~7MPa��˺��ǿ�ȣ����кܺõ��������ܣ�����250�����³���ʹ�á�Ϊ�˱�֤�����İ�ȫ�ȶ����ڻ�е�ܷ����Ҫ�㲿���ϣ�Ӧ�ò��ý��ڷ����ʵ�O��Ȧ��
(2) У���˷�Ӧ����ˮƽ���������˽���װ��֧�ܵ���˿�ȡ�Ϊ�˿��ƽ������ͬ���≤0.1mm���Ի�е�ܷ������϶���е�����һ������£�����ת���Ƚϸߣ����ϸ����ƾ���λ��ʱ���˲��ý�С����϶�顣
���ͻ�е�ܷ���ý��ڵ�SKF˫��Բ�������32940X������о���ԭʼ��϶Ϊ0.10mm������϶�����ڰ�װ��ʹ���е�������Ӧ����ͬ���ʵ��ֵ(0.15mm)�ȸû�е�ܷ��Ҫ��(0.1mm)��0.05mm��Ϊ��֤�ϸߵ���ת���ȣ������е�ܷ��ʹ��Ҫ������еľ���ԭʼ��϶��С0.05mm��������Ϊ0.06mm�����е�ܷ��ת�ٵ�(��100r/min)��������϶�ĵ�������е�ʹ������Ӱ�첻��
(3) ��ʹ�ó��ڱ��õĶ��������Ȳ���֮ǰ����������һ����ĥ��ȷ�����ܷ�����ȫ�Ӵ�����(һ���ܷ����ƽ��Ȳ�����0.9μm)�����ճ�����ʱ��Ӧ����е�ܷ���ܷ��������ƽ��������ѹ���²�仯�����λ�á�
(4) ��ǿ�����̵Ĺ����Ϳ��ơ�����ȷ�����������࣬��װ���е�ܷ�ʱ����ʹ������ͷ��Ӳ���û�;�����㲿������ú����ϴ��Ĩ�ɺ���Ȱ�ѹ��װ��λ���������ijЩ����װ��λ�����������ڵ���Ĩ������ľ��ͷ�����û�;���з���O��Ȧ�͵��ɾ�����ͿĨ���ͣ����������Ⱦ�ܷ�Һ��Ӱ���ܷ������Ч��(����O��Ȧ�ɲ��ù���);�ڻ�е�ܷⴢ�����������У�Ӧ�����ϲ����ã���������������ĭ��ľ���ڣ���װʱ�����������ֳ�����ֹ����������е�����
(5) ��Ըû�е�ܷ�����2.6MPa��ʹ�����ѹ�����ɽ���е�ܷ���ܷ�Һѹ��һ���Լ�ѹ����1.1MPa�������ֲ��䡣�������Ͻ��������ܷ�Һѹ��ʼ�ո��ڸ���ѹ��0.05~0.1MPa�����ڻ�е�ܷ��ʹ����������Ч�á�����ʵ�ʲ����Ͻ�����ÿƽ�����ѹ��һ���Ե��ڵ�λ�����Լ��ٲ����������������Ա���Ͷ�ǿ�ȡ�
����һЩ�����(��δ����ȴˮ����е�ܷ�ʹ��ǰδ�ŷ��ܷ�ǻ������δ�����ܷ�Һ)��һ�����·�������̣�����Щ�ؼ���������ص�ѧϰ�����Ա����ʹ��ά����ʶ;��һ�����ǿѲ�죬����е�ܷ��ʹ��״������̨�˵Ǽǡ�
4��ע������
Ϊ�˱�֤��е�ܷ������ʹ�����ܣ���ʹ�ù�������ע�����¼��㡣
(1) �ڻ�е�ܷ�ʹ��1���º�Ӧ�����ܷ�Һ��
(2) ��е�ܷ�ͣ��ʱ�䲻Ӧ��������ͣ�ó���72h��Ӧ�Ի�е�ܷ�ƽ�����йѹ������е�ܷ��´�ʹ��ʱ�ټ�ѹ��
(3) ��е�ܷ���ȴˮ�ܺ��ܷ�Һѭ���ܵ����Ӧȫ������벻���������֤��·�������ʣ��ܷ�Һѭ����ֱ����С��10mm��
(4) �ڼ������У�����O��Ȧ����Ӧ���������֬����ֹ��֬�����ܷ�ǻ��Ӱ���ܷ�Ч����������ù��͡�
(5) ÿ�μ���ʹ�ü�ѹ֮ǰ��Ӧ�ų��ܷ�ǻ�ڵĿ�����
(6) ���ڻ�е�ܷ��ڲ�˫��Բ������е���Ӧÿ6���¼�ע1����֬��
5���Ľ�Ч��
��е�ܷ�Ľ���ʹ������δ����й©������˼�����Ա���Ͷ�ǿ�ȣ���Լ�˼����ã��豸���е��ȶ���������ߡ�
����Դ���ȼҵ��




